Die Change System
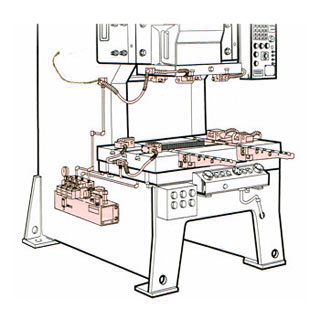
기능성, 경제성, 안전성을 고려한 종합장치
본 시스템은 프레스, 사출기, 다이캐스팅기 등의 금형교환 작업에서 기능성, 경제성을 고려하여 개발한 신뢰성 높은 금형교환 시스템입니다. 금형교환 이외에도 공작기계 가공분야 및 자동화 기계에도 응용할 수 있습니다.
- 기능성 : 고속, 진동, 고온 등 극심한 운전 조건에 잘 견딥니다.
- 경제성 : 자동교환 방식의 채택으로 대형 금형을 수초내에 교환할 수 있으므로 교환시간이 단축됩니다.
- 안전성 : NON-TOUCH CLAMP와 기계식 LOCK CLAMP설계의 채용으로 위험한 수동운전이나 금형의 낙하와 같은 문제가 없으며 상호 안전제어 장치가 있습니다.
CLAMP 선정 방식
여기서 전체 체결력은 금형의 전체 체결력을 의미합니다. 일반적으로 전체 체결력의 기준은 기게능력의 5~20%입니다. 전체 체결력의 비는 다음과 같으며 상형(60%), 하형(40%)입니다.
- FC=∑FC/n(ton), FC=단위체결력(ton), n=사용될 클램프 수, ∑FC=전체 체결력(ton)
| BOLT SIZE | M14 | M16 | M18 | M20 | M24 | M30 | M38 |
|---|---|---|---|---|---|---|---|
| 체결력(톤) | 1-2 | 1-3 | 2-4 | 4-6 | 6-10 | 8-15 | 15-20 |
체결력 지속 시간
AIR공급이 중단되더라도 LINE압력(CLAMP력)이 NON-LEAK Valve에 의해 유지됩니다. 본 회사의 시험에 의하면 72시간 후에도 설정 압력이 75~80%유지됩니다.
안전회로
- 압력스위치로 라인 압력의 증감을 감지할 수 있습니다. 비상정지 및 확인 LAMP를 접속함으로써 안전회로가 구성됩니다.
- CLAMP회로에 NON-LEAK Valve가 설치되어 정전시 또는 AIR공급 중단시 압력을 유지해 주므로 안전성을 보장합니다.
- 오동작을 방지하기 위한 Interlock회로가 하형클램프와 금형 Litter사이에 설치되어 있습니다.
- 전기동작 박스에도 Interlock회로를 구성할 수 있으므로 2개의 상이한 안전회로를 구성할 수 있습니다.
- 압력계가 표준으로 설치되어 있으므로 압력상태를 한 눈에 점검할 수 있습니다.
소요체결속도
| CLMAPING 소요시간은 다음 공식으로 구할 수 있습니다. |
|---|
| t=(∑V × 60) / (0.7~0.8) × Qf) + 1(sec) |
- ●V : CLAMP 변위체적(ml)
- ●Qf : PUMP 자유토출량(ml/Min)
- CLAMPING소요시간은 구성회로, 클램프의 기종, 배관의 상태 OIL의 점도, AIR의 공급상태 등에 따라 다르므로 20~30% 여유를 감안하시길 바랍니다.
프레스 CLAMP 선정 예시
프레스 용량이 200T 일때 금형의 전체 체결력은 기계능력의 5~20%이므로 비율을 중간인 10%로 할때 금형 전체 체결력은
상형 20(ton) × 60/100 = 12 ton
하형 20(ton) × 40/100 = 8 ton
상형에 4개의 클램프로 고정하고자 할때
상형 : 12(ton) ÷ 4 = 3 ton
하형 : 8(ton) ÷ 4 = 2 ton
LY형 클램프를 쓸 때 2, 4, 6, 10, 16 ton의 5 종류 중 안전성과 경제성을 고려하여 4ton 클램프를 상, 하형에 4개씩 8개를 사용한다.
사출기 CLAMP 선정 예시
| 성형기 | 클램프 | T홈 치수(일반 예) | |||||
|---|---|---|---|---|---|---|---|
| 능력 | 형개령 | 형식능력 | 형식능력 | A | B | C | D |
| ~100 ton | 8 ton | TM 2.5×8 | LY-2×8 | +0.5 22 0 | +3 35 0 | +2 22 0 | 0 22 -0.2 |
| ~150 ton | 10 | LY-4×8 | |||||
| ~250 ton | 16 | TM4×8 | |||||
| ~300 ton | 24 | TM6×8 | LY-6×8 | +0.5 26 0 | +4 44 0 | +2 28 0 | 0 22 -0.2 |
| ~550 ton | 40 | TM10×8 | LY-10×8 | ||||
| ~850 ton | 64 | TM16×8 | LY-16×8 | +0.5 30 0 | +4 50 0 | +2 28 0 | 0 24 -0.2 |
| ~1250 ton | 100 | TM25×8 | LY-25×8 | ||||